
Весь производственный процесс вибпропрессования можно разделить на 4 значимых этапа (переделы), каждый из которых (исходя из практики) подлежат оперативному контролю качества:
- Подготовка бетонных смесей (основной бетон, набор фактурных бетонов втч для системы колор микс)
- Формовка (смешивание бетонных смесей, прессование, отмыв, нанесение пропитки фактурного слоя)
- Выгрузка (набор прочности, отбраковка, упаковка)
- Дополнительная обработка (дробеструйная обработка, шлифование идр в разных комбинациях, упаковка).
Чтобы составить полную картину эффективности всего производственного процесса, каждый этап необходимо подвергать тщательному анализу. На деле, это достаточно трудоемкий и затратный процесс. Поэтому в первую очередь, можно уделить внимание переделам по окончании которых мы можем визуально наблюдать полуфабрикат или готовую продукцию. К таким этапам относится: формовка, выгрузка и доп обработка.
Особенностью и точкой роста классической технологической линии по вибропрессованию является отсутствие инструментальных методов контроля получаемого в результате передела полуфабриката или продукта. Ниже приведен список наиболее часто выявляемых типов дефектов по переделам и методов их выявления:
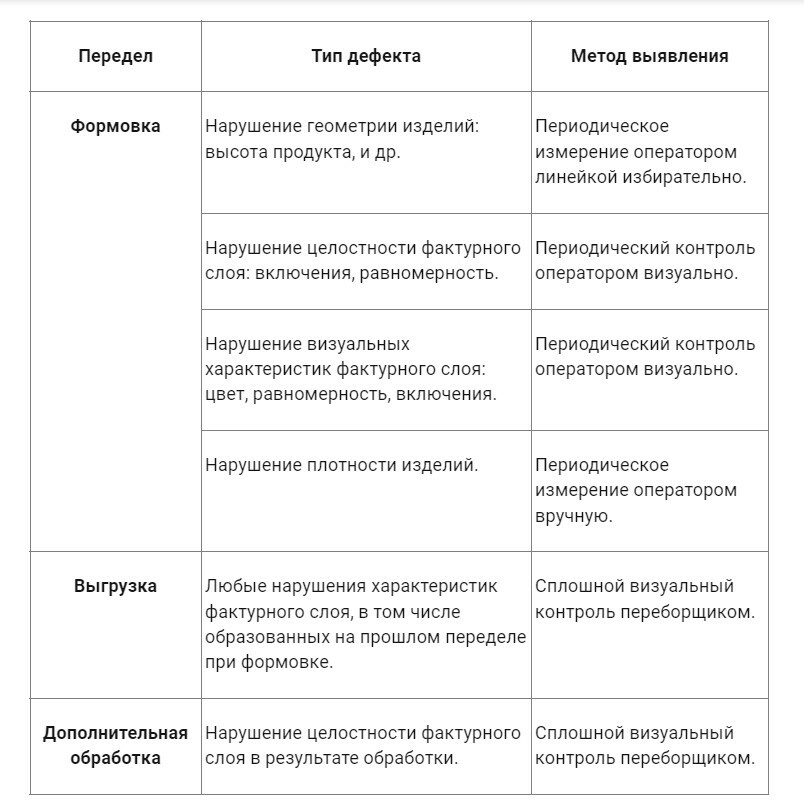
Как видите, все перечисленный методы выявления дефектов на каждом переделе полностью зациклены на сотруднике. Подобный подход создает огромное влияние человеческого фактора на производственный процесс и в целом негативно отражается на производстве. Вот часть причин:
- несвоевременное выявление факта формовки дефектной продукции оператором из-за отсутствия сплошного контроля результатов формовки. Это приводит к большему количество потерь материала и других производственных ресурсов.
- пропуск ряда дефектов оператором, таких как дефекты цветовых характеристик, дефекты равномерности фактурного слоя. Такие дефекты достаточно сложно выявить человеческому глазу. Оценка происходит субъективно - один оператор считает, что дефекты есть, другой их не видит. Это приводит к попаданию дефектной продукции на склад и далее к клиенту.
- необходимость содержание отдельных штатных единиц (переборщиков) совмещающих требования высокой квалификации для определения всех типов дефектов и готовность к тяжелому физическому труду по отбраковке.
- отсутствие объективной производственной статистики по типам дефектов и местам их возникновения.
Как технологии «умного» производства помогают снизить или вовсе устранить влияние человеческого фактора?
Применение систем автоматического контроля на основе машинного зрения позволяет значительно изменить классический подход к контролю качества и кардинально снизить влияние ряда негативных факторов приводящих к выпуску дефектной продукции и прочим потерям.
В результате внедрения систем автоматического контроля качества на производство становится возможным не только снизить влияние человеческого фактора но и значительно изменить функциональные обязанности сотрудников на производстве, скорректировав в целом подход к организации технологической линии.
Вот основные преимущества, которые предоставляет автоматическая система контроля качества продукции, основанная на машинном зрении:
- инженерно-технические работники получают полную производственную статистику для детального анализа общей эффективности оборудования (OEE) и детализации дефектов по качеству продукта, что позволяет существенно повысить производительность и дает инструмент для системной борьбы с причинами возникновения дефектов;
- посты периодического контроля оператором получают полную автоматизацию, что позволяет оператору завода уделять больше времени контролю состояния оборудования. Ведь при возникновении дефектов, требующих внимания оператора, он получит сигнал-оповещение;
- контроль формовки становится не периодическим и избирательным, а автоматическим и непрерывным, что теоретически позволяет вообще не выпускать дефектный продукт, либо сразу после выпуска автоматически утилизировать сформованную некондиционную бетонную смесь (что требует установки очень недорогого автомата по утилизации после формовки);
- посты сплошного визуального контроля также теряют свою актуальность. Переборщик становится либо не квалифицированным рабочим которому система дает указание на замену продукта и контролирует его исполнение, либо и вовсе заменяется манипулятором (что к сожалению экономически пока еще не оправдано в силу дороговизны манипуляторов);
- и наконец при правильном применении системы и хорошем качестве материалов необходимость содержать переборщиков как отдельные штатные единицы отпадает вовсе. Массовые дефекты выявлены и утилизированы еще при формовке, а единичные некондиционные изделия укладываются в допустимое ГОСТ-ом количество в партии.
Таким образом, впервые за много десятилетий в отрасли ВПИ появляются технологии машинного зрения и искусственного интеллекта, которые при внедрении на производстве ВПИ позволят создать «умное» производство, сократить затраты, повысить общую производственную эффективность без изменения производственного процесса.



